



Après la coulée du lest en plomb, tous les éléments sont maintenant réunis pour l'assemblage de la quille complète qui est présenté dans cet article.
Pour rappel, la quille va être pivotante et se rétractera entièrement dans la coque en position haute. Ceci impose d'avoir une forme de lest particulière et d'avoir un puis de quille assez large. Le puits pourra donc être fermé lorsque la quille sera en position basse au moyen d'une trappe rigide articulée (en cours de fabrication mais non visible ici).
Ce système de quille est l'originalité technique majeure du bateau alors tout n'est pas forcément présenté pour l'instant...
Alors pour commencer, toute l'architecture de la quille repose sur une seule pièce structurelle mécanosoudée faite en tube rectangulaire d'acier inoxydable. Cette conception présente l'avantage de faire passer tous les efforts dans cette pièce métallique sans crainte de solidité... Le petit inconvénient est que cela impose de choisir un profil de dérive un petit peu plus épais. Mais tout le reste sera ensuite uniquement de l'habillage

En haut, un tube est rapporté soudé pour réaliser l'axe de pivotement de la quille. Le bras horizontal opposé servira à l'ancrage du bout de manoeuvre :

En bas, une platine est également rapportée soudée avec 4 perçages qui serviront à fixer le lest en plomb :

Les parties hautes et basses, avec une séparation au niveau du fond de coque, sont ensuite découpées dans du contreplaqué puis collées par étapes à l'époxy :

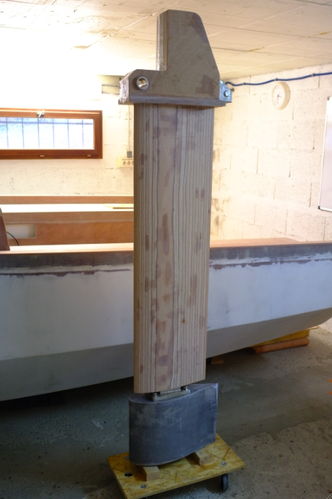
Le profil de la dérive est alors formé de 'marches' de 5mm d'épaisseur :

La dérive est ensuite mise en forme au rabot puis poncée. Comme pour les safrans (il y a déjà 2 ans!), il faut veiller pendant le ponçage à obtenir les lignes de contreplaqué les plus verticales et régulières possibles :

On peut voir que la partie dérive ne va pour l'instant pas jusqu'en bas de la pièce métallique pour garder l'accès aux vis de fixation du lest :

Le lest peut donc être maintenant fixé sur la dérive grâce aux 4 tiges filetées M12 qui avaient été noyées dans le plomb lors de la coulée :

Tout cela représente un ensemble de 1.80m de haut :
La partie ouverte est ensuite comblée avec du contreplaqué et les 4 écrous sont noyés dans de la résine époxy ce qui évitera tout risque de desserrage :

Pour finir, des joints congés sont réalisés sur toutes les liaisons et la liaison dérive/lest est profilée :



Prochaine étape : Stratification, enduit et préparation de patins de frottement sur les contacts avec le puits quille.

























